
华菱帮您一文读懂单晶、聚晶金刚石刀具的区别与应用选择
发表于 2023-03-14 14:57


广告热线:136 0123 8843 大山
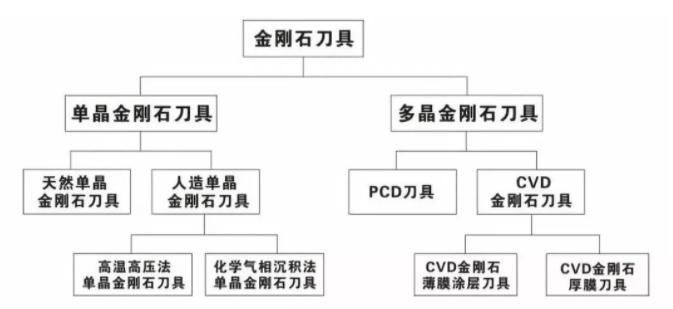
金刚石具有极高的硬度和耐磨性、低摩擦系数、高弹性模量、高热导、低热膨胀系数,以及与非铁金属亲和力小等优点,是目前硬度最高的刀具材料,其主要分为单晶金刚石和多晶金刚石两大类,单晶金刚石又分为天然单晶金刚石(简称:ND)、人造单晶金刚石(简称:MCD),多晶金刚石又分为聚晶金刚石(简称:PCD)、化学气相沉积法(简称:CVD)。金刚石刀具类型繁多,性能差异显著,不同类型金刚石刀具的结构、制备方法和应用领域有较大区别。
金刚石刀具的种类
金刚石刀具按刀具结构来分:主要用于车刀、铣刀、铰刀、钻头、涂层刀具及其他非标成型刀等。

01
金刚石刀片
1、标准刀片:单晶金刚石刀片主要用于单点金刚石车床或其他精密车床,加工有色金属时表面粗糙度可达Rz0.1-0.05μm。聚晶金刚石(PCD)刀片一般用于车床,加工中心等,主要以车,镗为主。相对于的传统的合金刀片,可以采用更高的进给,线速度;刀片寿命相比硬质合金刀片也有非常大的提升;同时,PCD刀片加工的工件表面,光洁度最佳可达Ra0.2。

2、非标刀片:主要用于一些结构比较复杂,公差要求严格,加工工序复杂的工况。采用机夹式聚晶金刚石(PCD)非标刀片,可极大程度提升加工效率,同时,采用机夹式结构,可降低生产成本。

02
金刚石铣刀片
聚晶金刚石(PCD)铣刀片,搭配铣刀盘或铣刀杆,一般用来铣削平面和台阶。使用线速度可以高达2500-3000m/min,相比硬质合金刀片,刀具寿命提高5-10倍,是汽车铝合金缸盖、摩托车箱体、模具平面等有色金属面铣加工的选择!性价比很合适。

03
金刚石杆状铣刀
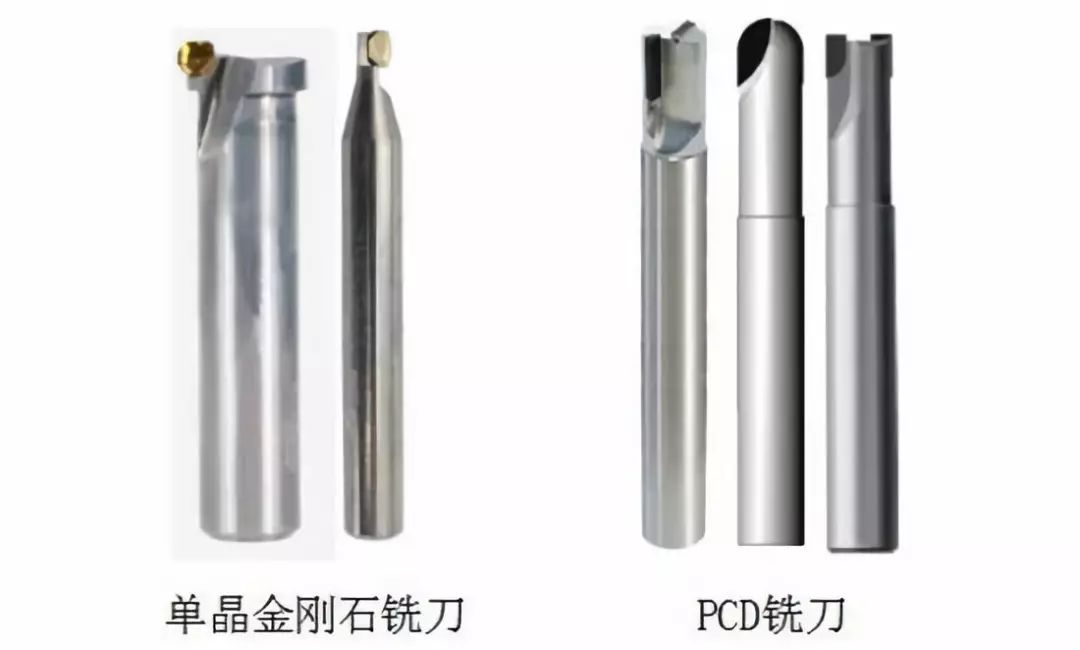
金刚石杆状铣刀分为单晶金刚石铣刀和聚晶金刚石(PCD)铣刀。
聚晶金刚石(PCD)杆状铣刀又分两种,一种是过中心的铣刀,使用时可沿轴线垂直扎入工件工件表面,对于铣削凹坑类的工件,效率会提升很多。另一种是不过中心的铣刀,此种铣刀一般都是沿径向切入工件,通过CNC编程走轨迹,铣削凸台,台阶,面等部位。
04
金刚石铰刀金刚石铰刀,一般根据直径大小,采用合金基体或者钢制基体,刃口数量为2刃或2刃以上。
此类刀具主要用于加工公差要求比较严格,光洁度要求比较高的孔,通孔盲孔均可加工。此类刀具加工的孔,光洁度最高可达Ra0.1以内。

05
金刚石钻头
聚晶金刚石(PCD)钻头,一般根据直径大小,采用合金基体或者钢制基体。聚晶金刚石(PCD)钻头是直接在工件上钻孔,本身工件上面是没有孔的,对精度要求不高,PCD钻头只适用于加工中心设备。
聚晶金刚石(PCD)钻头主要包括:PCD扩孔钻头、PCD阶梯钻头、PCD麻花钻头、PCD平底钻等。

06
金刚石涂层刀具
金刚石涂层刀具是采用CVD方法直接在硬质合金或陶瓷等基体上沉积一层1-25μm金刚石薄膜,可应用于各种几何形状复杂的刀具,是加工难加工材料的理想刀具。
适合涂层的刀具类型:刀片、铣刀、钻头、铰刀、成型刀等。

07
金刚石成型刀
聚晶金刚石(PCD)成型刀属于旋转类刀具,优点是加工效率高,可同时铣削多个台阶孔,能保证比较精确的形位公差。按加工方式不同分为两种,一种是沿轴向加工,一次成型的;另一种是经cnc编程,走轨迹加工。刀柄有BT柄,HSK柄,直柄等等。

金刚石刀具的性能优势
01
单晶金刚石刀具性能优势
1、单晶金刚石刀具具有极高的硬度(10000HV),从而获得良好的耐磨性;2、单晶金刚石刀具的切削刃可以磨得非常锋利,切削时不宜粘刀和产生积屑瘤,可进行超薄切削和超精密加工;3、摩擦系数低,加工时变形小,可减小切削力;4、刃口在800倍Nomarski(尼康)显微镜下观察无缺陷,加工有色金属时表面粗糙度可达Rz0.1~0.05μm, 被加工工件的形状精度控制50nm以下;5、华菱超硬精选的单晶金刚石刀具颗粒,一致性好,使用寿命是硬质合金刀具的100倍,甚至几百倍。

02
PCD刀具性能优势
1、PCD的硬度可达8000HV,为硬质合金的80~120倍;2、PCD的导热系数为700W/mk,为硬质合金的1.5~9倍,甚至高于PCBN和铜,因此PCD刀具热量传递迅速;3、PCD的磨擦系数一般仅为0.1~0.3(硬质合金的磨擦系数为0.4~1),因此PCD刀具可显著减小切削力;4、PCD的热膨胀系数仅为0.9×10-6~1.18×10-6,仅相当于硬质合金的1/5,因此PCD刀具热变形小,加工精度高;5、PCD刀具与有色金属和非金属材料间的亲和力很小,在加工过程中切屑不易粘结在刀尖上形成积屑瘤。
单晶金刚石/PCD/CVD刀具的区别
01
性能区别

02
应用区别
单晶金刚石几乎专用于高精密的精加工,其极薄切削能力可确保获得极高的尺寸精度。
PCD刀具最适合加工铝和其他韧性较好的非铁合金(如铜、黄铜和青铜),以及具有高磨蚀性的复合材料(如石墨、碳—碳材料、加碳酚醛、玻璃纤维和多孔密封材料)。
PCD和CVD金刚石可用于许多相同的加工领域,但PCD更适合用于粗加工以及对刀具断裂韧性要求较高的加工场合。CVD金刚石更擅长精加工、半精加工和连续车削加工,这是因为其具有优异的耐磨性和高硬度,可以加工出更精密的工件。
目前单晶金刚石刀具和PCD应用最为广泛,CVD厚膜刀具目前由于磨削工艺限制了其推广使用。
03
刀具刃口及加工区别
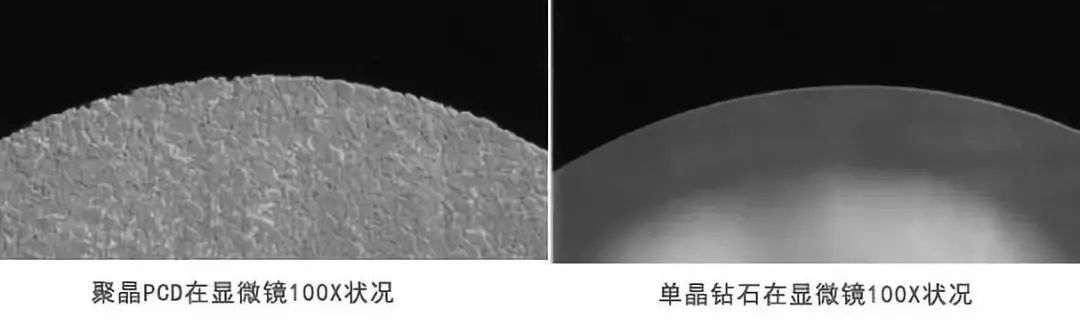
A:聚晶金刚石(PCD)与单晶金刚石刀具在金相显微镜下的状况,左下图可明显看出刀刃边缘会呈现锯齿状,而右图则平顺光滑。
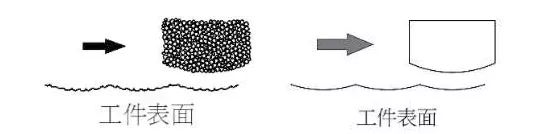
B:在加工方面的差异性。聚晶金刚石(PCD)刀具的刀刃由许多微细晶体所构成,因此在进行加工车削,被加工物表面也会呈现一颗颗小晶粒所造成的痕迹。单晶金刚石刀具可以将刀刃完美的状态,直接复制在被加工物上。
左图为聚晶金刚石(PCD)刀具加工工件表面,右图为单晶金刚石刀具加工工件表面。
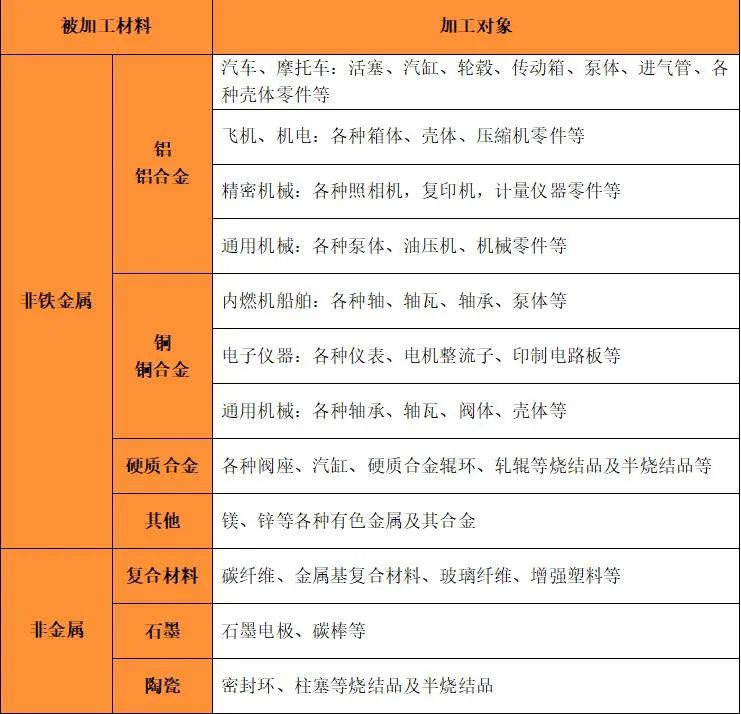
金刚石刀具的应用材质
金刚石刀具切削参数推荐

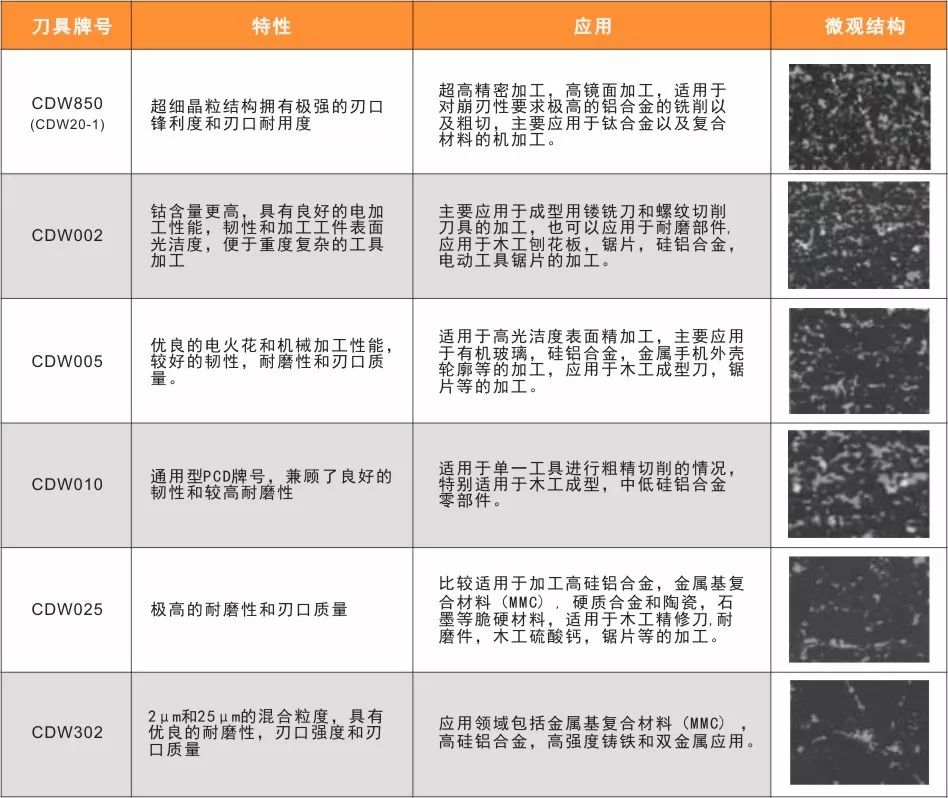
PCD 刀具牌号特性及应用

广告热线:136 0123 8843 大山最新2023年《刀具界》杂志3月刊电子版-精彩不容错过!拷贝到浏览器-支持电脑和手机www.mcimt.com/e/23/3.html







评论 (0人参与)
最新评论