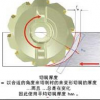
《刀具界》杂志4月CIMT专刊倒计时广告热线13651398843在现代制造业中,聚晶金刚石(PCD)刀具因其卓越的硬度、耐磨性和热稳定性,被广泛应用于加工各种难加工材料,如航空航天复合材料、汽车零部件、3C产品等。然而,要充分发挥PCD刀具的优势,获得高质量的加工效果,合理选择切削参数至关重要。切削速度切削速度是影响PCD刀具性能的关键因素之一。适当提高切削速度可以提高加工效率,但过高的速度会导
 大勇 2025-04-03 22:35:53
107
大勇 2025-04-03 22:35:53
107

实现平衡生产经济性的第三阶段涉及在给定条件下确定切削工况的最佳组合。需要考虑加工操作中 的所有因素,采用可以实现所需生产 率和经济性的切削参数。
 刀具界记者 2018-02-24 16:12:21
2157
刀具界记者 2018-02-24 16:12:21
2157

瓦尔特高级铣削产品经理Wolfgang Vötsch强调:“我们收到无数客户对产品创新的正面反馈。”全世界无数用户都在使用Tiger•tec Gold。他们都非常认可新品质、新特性。”
刀具界记者 2017-11-14 10:35:44
2761
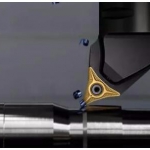
全向车削作为一种全新的解决方案提供了更多的可能性。采用全向车削的优势很多,而且无需投入昂贵的新设备(例如新机床)。这种完全不同的方法,还可以帮助客户充分利用现有设备的潜能。
刀具界记者 2017-11-14 10:15:25
2400
归根结底,在加工表面硬化或整体淬硬钢零件(例如变速器轴和齿轮)时,用户始终关心的是加工的可靠性和可预测性。CB7105和CB7115材质刀片采用先进的PCBN基体和优化的刃口处理和刃口线质量,可延长刀具使用寿命,提高加工过程的安全性。
刀具界记者 2017-09-26 16:18:58
2100

山特维克可乐满的浅孔、深孔和攻丝解决方案正是从这些挑战出发,针对特定孔类型和发动机缸体、缸盖、壳体以及曲轴等关键部件的典型螺纹,提供一系列交钥匙刀具。
刀具界记者 2017-06-29 17:43:11
2548
金属陶瓷作为近年来发展比较快的一种新型切削刀具材料,不仅具有较好的化学稳定性,而且具有抗磨性强、红硬性好、摩擦系数小等优良的物理性能,已经受到了越来越多人的关注。
刀具界记者 2017-06-09 10:17:03
3141
面对制造业的转型升级,机械金属部件和材料也在不断推陈出新,作为我国基础新材料(超硬材料方向)最早的研究机构之一,华菱超硬以脆硬材料加工用立方氮化硼刀具和高品级金刚石为研究方向,在超硬刀具学术界享有很高的声誉,尤其在超高硬度重载切削、“以车代磨”、高速加工等细分领域引领行业一流水平,在国内外均独具优势。
刀具界记者 2017-06-09 09:27:46
1999

信一秀塔克机械(苏州)有限公司作为一家深孔加工类刀具专业制造企业,位于美丽的“人间天堂”——苏州;主要产品为焊接式单刃枪钻,焊接式双刃枪钻,整体硬质合金枪钻,BTA钻等深孔加工用刀具及深孔加工工艺中所需的附件。凭借总公司多年深孔钻设备和刀具制造、应用经验,引进欧洲多轴联动工具磨床及德国先进生产工艺,信一秀塔克为客户提供从深孔加工设备、深孔加工刀具以及深孔加工应用技术支持等整体解决方案。
刀具界记者 2017-05-22 16:51:53
3185

与其他铸铁材料相比,这种材料具有很强的磨蚀性,在加工过程中还具备一定的胶粘 性。我们开发的 Mill 16 是一款性能一流的面铣刀产品,不仅适用于 CGI 材料加工,还可用 于各种类型的铸铁材料加工;这款刀具在变速箱、发动机外壳,泵体,以及汽车制造行业、 农业,和重型设备行业的各种零配件加工领域有着非常广泛的应用。
刀具界记者 2017-01-09 17:25:27
2115

对绝大多数机械系统及许多需要进行回转运动的其它系统而言,轴承可以说是必需品。那些看上去在转动,扭动或移动的装置也往往内置有轴承。现今,尽管市场上最为常见的轴承是球轴承;然而,滚珠轴承、滚针轴承、锥形滚柱轴承、球面轴承、止推轴承也相当常见。轴承的规格尺寸跨度范围非常大,从应用于电子系统直径小至2毫米的微型轴承到应用于风电发动机的直径达6米的轴承。线性轴承及轴承座也是轴承工业的一部分,却具有完全不同的
刀具界记者 2017-01-09 16:45:53
1785

为进一步降低精铣加工的成本,刀具设计工程师们对早在粗铣加工阶段即能收获更高等级的表面粗糙度进行了持续研发工作。这一目标驱动促使伊斯卡研发工程师创生出燕尾IQ845铣刀(DOVEIQMILL),一款主偏角为50°的可转位面铣刀。这款颇具开创性设计的面铣刀夹持合算的双面可转位刀片,装夹于铣刀体的切削刃形成正的刃倾角,使得切削轻快而稳定。
刀具界记者 2016-10-19 13:29:15
2505

螺纹加工方法已经不再拘泥于传统的车削或丝锥加工,特别是对高精度的螺纹加工或受空间结构限制部位螺纹的加工,以上两种螺纹加工方法均无法实现。近年来,随着数控加工技术的快速发展,尤其是三轴联动数控加工系统的出现,使更加先进的螺纹加工方式——螺纹的数控铣削得以实现,这种螺纹加工方式常用于成批或大量生产,而且可以加工退刀槽距离短且有轴肩的螺纹。

不断发展的最佳刀具基体、涂层和切削刃制备技术对于限制刀具磨损和抵抗切削高温至关重要。这些要素,加上在可转位刀片上采用的断屑槽和转角圆弧半径,决定了每种刀具对于不同的工件和切削加工的适用性。所有这些要素的最佳组合能够延长刀具寿命,使切削加工更经济、更可靠。
刀具界记者 2016-08-03 11:18:38
2648

现代燃气轮机零件的加工是人们遇到的一大难题,因为人们往往会遇到加工难切削材料(例如钛合金和超合金)和加工成异形(例如洋葱形叶根和轮槽)。这种问题非常复杂,因为加工零件的周转时间必须尽可能短,而且工艺过程必须非常精确。瓦尔特专门从事精密刀具的生产,研制出的加工方案和优化刀具为该领域制定了新标准。
刀具界记者 2016-07-13 15:23:22
1882

凭借新精加工刀片 XNGX0705ANN-F67,德国精密刀具制造商瓦尔特拓展了其可转位铣刀产品范围。刀片专为 Walter BLAXX (黑锋侠) 七角形面铣刀 M3024 开发,使得该铣刀现在也可用于精铣。更多的有效切削刃确保了更高的经济性:这款新的负型可转位刀片的其他特点还包括:工艺可靠性高,锋利的槽型确保轻快切削。
刀具界记者 2016-07-04 10:22:41
1649

由于各工业领域及每一种被加工材料对切槽刀均提出了特别的要求,导致刀具供应商需针对不一样的市场及不同的被加工材料的加工需求提供各种各样的切槽加工解决方案。伊斯卡标准切槽刀的切槽宽度从0.5mm到51mm,内孔切槽最小加工孔径为2mm,除了提供经济实用的压制刀片还提供精密磨制刀片,并有大量的断屑槽及硬质合金牌号供选择。
刀具界记者 2016-07-04 09:38:15
2516
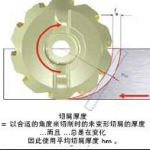
为了优化铣刀的使用,你需要了解正确的均匀切屑厚度,并能转换成正确切削工况下的实际方式,在这个情形下是每齿进给量。在山高刀具组织的 STEP 培训计划中,非常详细地讨论了术语平均切屑厚度和用以提高铣削加工生产率的不同方法。 对于用于难加工材料(硬铣)或特殊的技术方法(诸如高速铣削)的铣刀,平均切屑厚度是最重要的切削工况。
刀具界记者 2016-06-17 14:53:19
4953

山特维克可乐满M612是专门针对涡轮增加器壳体粗铣加工而设计的的面铣刀。精巧而结实的M612刀体非常适合容易出现振动的应用场合,它使用圆形双面刀片,其正前角的槽型能在实现高金属去除率的同时保证切削过程更加顺畅。刀片具有12个切削刃,每面6个,切削深度最深可达3毫米,实现了更低的单件成本。
刀具界记者 2016-06-15 11:57:54
1682
由赛利涂层公司开发并获得专利的金刚石复合涂层包括晶体和纳米晶体层,它们交替地沉积在彼此的表面上。由此形成非常光滑的表面和可靠的附着性能,其结果是涂层具有出色的机加工性能。
刀具界记者 2016-06-14 15:05:04
2218