【编者按】第十九届中国国际机床展览会(CIMT2025)于2025年4月21-26日在首都国际会展中心和中国国际展览中心(顺义馆)举办,为加强对展商、展品的宣传报道,《刀具界》杂志、微信公众号、视频号等平台正陆续对各大展商投稿的CIMT展品进行发布,敬请关注。展商回顾-征稿还在继续,欢迎投稿。河南四方达超硬材料股份有限公司CIMT2025展位号:B1-025四方达携其自主研发的PCD多刃不等分铰刀
 大勇 2025-04-25 22:28:10
76
大勇 2025-04-25 22:28:10
76

《刀具界》杂志4月CIMT专刊倒计时广告热线13651398843华锐精密 2024 年底推出了应用于高温合金切削加工的全新自主系列刀具产品 ——“麒麟”系列,产品包含可转位车削刀具、切断切槽刀具、可转位铣削刀具、 整体硬质合金铣削刀具等,致力于实现高温合金等难加工材料高效加工和安全加工的刀具解决方案。车削刀具--麒麟系列车削刀具: 推出了适用于高温合金等难加工材料的车削加工槽型——SF
大勇 2025-04-10 22:21:53
296

《刀具界》杂志4月CIMT专刊倒计时广告热线13651398843MGLMill™ M321曲轴外铣M321曲轴外铣是一种灵活的高生产率加工方法,主要用于小型到中型汽车曲轴的大批量加工。大直径铣刀盘具有更多的有效齿,其设计可确保出色的排屑性能、高切削速度、较长的刀片寿命和加工安全性。M321 external crankshaft milling is a flexible high p
大勇 2025-04-09 22:02:09
100
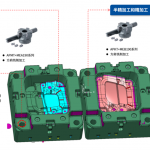
《刀具界》杂志4月CIMT专刊倒计时广告热线13651398843汽车车灯模具是车灯生产中的核心工具,其制造工艺直接影响车灯的外观质量、功能实现和生产效率。车灯模具材料需要具备高硬度、耐磨性及耐腐蚀特性,常用的材料如P20、718H、NAK80、S136等。厦门金鹭拥有一整套成熟的汽车车灯模具加工解决方案。本次重点介绍的是UP300系列高精度R4球头立铣刀精加工案例。01应用案例介绍PART/1车
大勇 2025-04-01 23:12:38
96
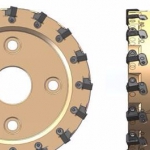
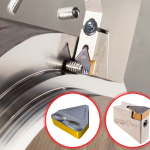
缸盖和缸体结合面的铣削问题一直是发动机制造商关注的重点,因为光滑、平整的缸盖、缸体结合面对于汽车发动机的正常运转非常重要,因此客户对于缸盖、缸体结合面的铣削刀具要求很高。他们不只是追求刀具的铣削精度,而且要求最大程度地降低加工成本,提高生产效率,延长刀具的使用寿命。根据客户的需求,郑钻研发生产出了高速、高精度的结合面铣削刀具——PCD铝基面铣刀和PCBN面铣刀。
 刀具界记者 2017-07-07 15:10:05
1936
刀具界记者 2017-07-07 15:10:05
1936

在位于圣纳泽尔的法国航空航天工业的中心地带,山高正协助FAMAT加工用于未来喷气式发动机的零件。
刀具界记者 2017-01-13 15:01:09
1900

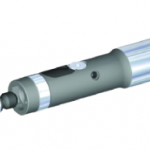
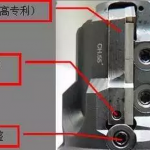
轴瓦的材料结构有一个特点,一般是以钢材为基体,再覆盖一层其他材料(以铜为主,也有其他合金材料),形成一种复合材料。我们一个生产轴瓦的客户,在轴瓦成型为半圆之前,先将铝合金与钢片压制成型,形成钢铝复合材料,再将铝合金材料的一面做倒角(两侧),使用的机器为专机,采用专用倒角铣刀,而且两侧同时加工,效率非常之高。锑玛工具专门开发了此类倒角铣刀,替换了进口品牌,在不降低客户切削效率的同时,大幅降低刀具成本
刀具界记者 2016-10-20 16:21:41
3028
这款威迪亚刀具产品还具有极好的价格优势,因此成为各类加工厂取代整体硬质合金立铣刀的备用产品。是的,我们在航天航空行业、能源行业,以及汽车行业的一级和二级经销市场有非常好的竞争优势,同时也是这些市场的供货商,以及拥有少量立式加工中心,是同时加工镍基合金和 4140 合金钢工厂的最佳选择。
刀具界记者 2016-10-20 11:03:34
2594
山特维克可乐满CoroCut®1-2(1或2个切削刃)是使用最广泛的切断切槽刀具系统,可以用于较小直径棒料切断和各种切槽加工。这一系统采用了获得专利的导轨和V形刀座设计,可以带来卓越的稳定性。最近,CoroCut 1-2又推出了全新的强力夹紧技术。这不仅进一步提高了稳定性,同时也避免了操作工在夹紧刀片时用力不当导致刀片崩裂或者松脱的风险。
刀具界记者 2016-09-21 19:40:22
2696

山特维克可乐满美国公司的生产效率工程师Greg Pope给 A-dec推荐了一个解决方案,让对方试用山特维克可乐满创新的CoroMill Plura HD产品,这是一种整体硬质合金立铣刀,适用于重型粗加工。A-dec同意了用这个四分之一英寸大小的立铣刀来加工它的接口。该刀具带来了巨大且立竿见影的生产效益。
刀具界记者 2016-08-17 10:01:59
2352

钻头,铣刀,绞刀和阶梯刀具经过抛光后可以获得更好的表面光洁度。在铝合金,淬火钢和高硬度木材,抛光的表面提高了刀具性能,有助于刀具在加工时排屑的顺畅,以减少摩擦,这也有助于减少刃口粘屑的风险。使用Winter FlutePolish抛光是提高刀具刃口质量和提供更稳定,更长刀具寿命的理想途径。
刀具界记者 2016-08-02 17:04:57
3802
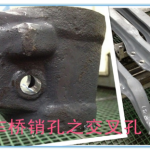
钢类零件的交叉孔加工,如果是采用钻头来完成,这是一件令众多刀具生产厂家和工程师们伤脑筋的事情。锑玛工具经过研发,终于破解了这一难题,为此类加工提供了优化的工艺方案及专用钻头。
刀具界记者 2016-07-13 14:10:21
2147
伊斯卡多产的研发部门持续对切削刀具进行研发,旨在为提高生产率、降低用户成本而另辟蹊径。正如早前发布的IC830合金牌号TIGER CW-IQ及TIGER Y-IQ刀片。考虑到刀具切削区域部位最易受损,伊斯卡设计出一款独特的刀夹,在许多案例中,只需更换刀夹而不是更换刀体或刀板。
刀具界记者 2016-07-06 11:28:08
1823
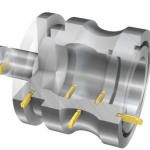
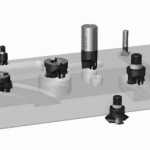
山高刀具的阀座刀片采用ISO标准的S型CBN刀片,有4个切削刃,通过山高公司专利的可调整角度的刀夹设计来保证加工角度的精度;导管孔部分的加工,采用热涨结构或者山高公司专利的快换结构夹持单刃PCD铰刀或多刃硬质合金铰刀加工。
刀具界记者 2016-06-20 17:10:02
1934

X-FIX铰刀是山高刀具公司推出的大直径多齿铰刀产品,直径范围39.5 - 154.5 mm。X-FIX的刀片可调,可获得高精度IT6-7级的精度。X-FIX铰刀采用模块式结构,其最大加工深度为6.5XD。由于摒弃了导条式铰刀调整繁琐的缺点,倒锥要求由精密制造的刀片座保证,因此无需调整,而设置直径仅靠一个螺钉即可。
刀具界记者 2016-06-20 15:21:17
1998
近年来,气候保护一直是一个被提倡的课题,同时也是一个复杂的课题。对于瓦尔特来说,这涉及到很多方面,包括使用节能型的LED照明系统、在压缩空气系统中进行有针对性的泄漏探测、回收原材料、以及制造能够实现完全“碳补偿“的铣刀刀体等等。为了高效地使用能源和原材料,瓦尔特集团制定了一个雄心勃勃的计划。“瓦尔特绿色计划“不仅要做到环保,而且要实现盈利。
刀具界记者 2016-06-16 10:32:54
1718

今天,精密机械加工所能达到的质量水平,甚至连经验丰富的用户都赞叹不已。通常,加工质量取决于腐蚀、磨削、抛光、激光加工的水平,更高的加工速度带来了更高的经济效益。
刀具界记者 2016-06-16 10:19:08
1745

瓦尔特刀具最初在铸造外壳上试验,然后在CD-1轴上试验。Zapke说:“2015年底以来,我们的加工工艺过程投放市场,一直受到用户的好评,采用这种工艺工程,可无缝且可靠地加工轴,无需另外人工监督,刀具得到认可,广泛用于生产。”
刀具界记者 2016-06-14 16:52:34
1633

模具粗加工,追求的主要目标为提高加工效率和降低生产成本。山高刀具推出的双面16刃“双面王”可转位式快进给铣刀,刀片采用高速钢定位销,大幅提高定位精度和稳定性;强壮的中心螺钉锁紧,适用于高效率加工;预硬化并涂层的刀体极大提高刀体耐磨性和寿命;双面8角16刃口设计,可以实现每个刃口最低成本,模具最低加工成本。
刀具界记者 2016-06-09 16:52:32
2741

许多加工厂注重新型切削刀具的原因是为了缩短加工时间,延长刀具寿命,为了改善工件质量,或是为了同时实现以上三个目标。Stellar Precision Components 公司是航天航空行业的一家二级供货商,公司位于宾夕法尼亚州的珍妮特。这家公司注重新型刀具的原因则完全不同。
刀具界记者 2016-06-03 10:02:57
1964